
HMI Products Welding Processes
Review of Laser Welding Process (based on LPKF core technology) and Ultrasonic Welding for Class A finish HMI Assemblies.
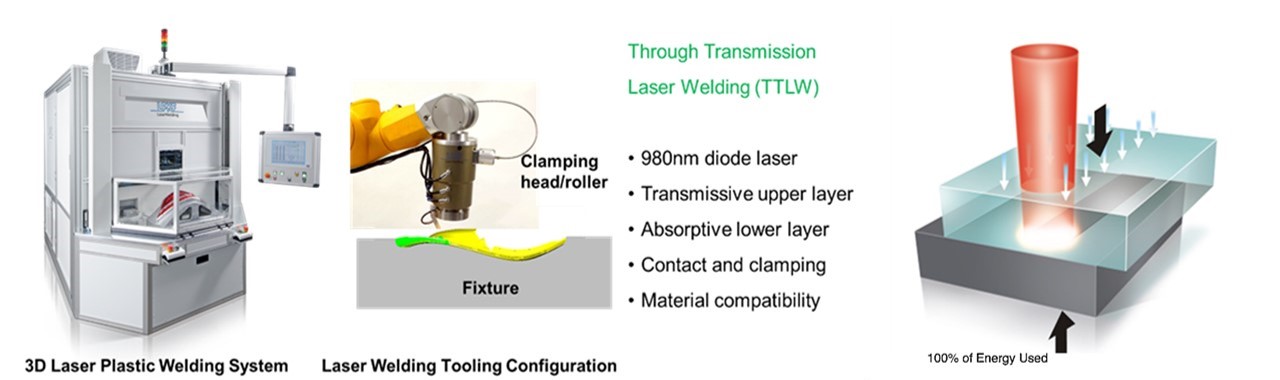
LPKF LASER WELDING:
LPKF Laser Welding process is ideally suited for welding seat components ad well as other applications for Class A surfaces.
Seat Frame: The target is to laser weld seat frame to side panels while maintaining Class A finish, strength & rigidity. The other advantage is piece cost reduction through 2 cavity tooling if we can easily laser weld large parts is ease in tooling by breaking the parts into 2 or 3 panels.
Center Console Finish Panel: Below is an example using Laser Welding using LPKF Core Technology to reduce cost of finished Center Panel by 50% with Higher Quality Finish. Eliminates the need for large masking gap in bezel rim.
- Save time and effort in masking process.
- 2- or 3-piece design concept.
- Smaller less complex injection mold
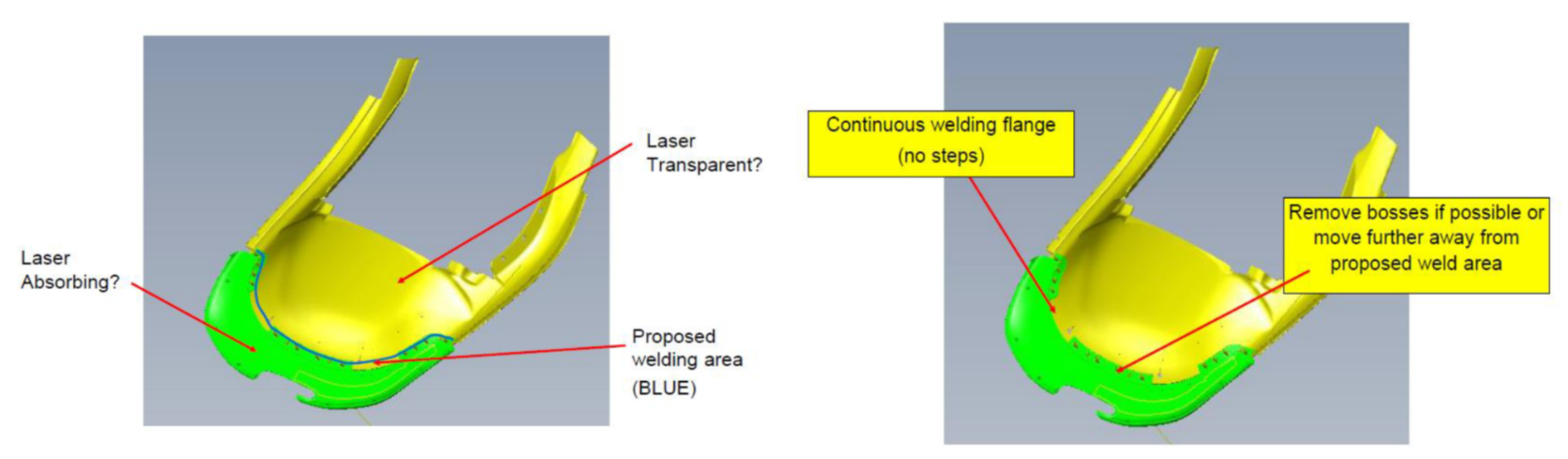
Design Recommendations:
- Separate into 3 pieces: a two-piece housing and the bezel
- Weld rib for bezel to be on housing portion
- Weld rib for 2-piece housing as shown
- Weld ribs to be .3mm tall.
- Laser weld from back side as shown
- Paint will hide seam

Ultrasonic Welding Process: Ultrasonic welding, high-frequency vibrations are applied to two parts by a vibrating tool, commonly called a “horn” or “sonotrode.” Welding occurs as the result of heat generated at the interface between the parts. The ultrasonic vibrations are created by a series of components – the power supply, converter, booster, horn– that deliver mechanical vibration to the parts.
The power supply takes a standard electrical line voltage and converts it to an operating frequency (in this illustration, 20 kHz). This electrical energy is sent through an RF cable to the converter. The converter uses piezoelectric ceramics
to convert the electrical energy to mechanical vibrations at the operating frequency of the power supply. This mechanical vibration is either increased or decreased based on the configuration of the booster and horn. The proper mechanical vibration, known as amplitude, typically is determined by an application engineer, and based on the materials being welded.
Mechanical vibrations are delivered to the parts to be welded. The parts also are put under a mechanical load, primarily with a pneumatic 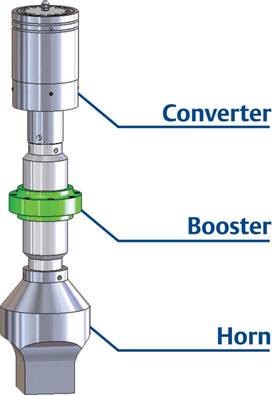 actuator. Under this load, the mechanical vibrations are transmitted to the interface between the parts, where
actuator. Under this load, the mechanical vibrations are transmitted to the interface between the parts, where
it is focused on a triangle-shaped bead, the energy director, which focuses the vibration to create intermolecular and surface friction. This friction creates heat and a subsequent melt, which solidifies into a welded bond.
Using ultrasonic welding for part assembly requires some up-front investment, starting with the welder. Then, there is product-specific tooling, which precisely holds the various plastic components in place before and during the welding process. You only make this investment once. With these elements in place, you are in position to begin managing assembly costs, amortizing a single fixed investment over the ongoing assembly volumes for that part. Whether you are welding 1,000 or 1,000,000 of that part, you do not have to worry about incremental consumables or assembly costs.
Advantages of Ultrasonic Welding:
- No consumables
- High-volume production
- Easy setup and fast cycles
- High-strength seals
- Minimal equipment maintenance
- Easily integrated with automation
Refer www.designworldonline.com.
Germany-based Weber Ultrasonics are not making masks yet, but their ultrasonic welding systems are critical for mask manufacturers. This was the case before the outbreak of the Covid-19, as manufacturers of hygiene and medical products made of polypropene, a material based on nonwoven fabrics, already rely on ultrasonic welding.
